网站首页
关于我们
产品中心
客户案例
技术资料
新闻资讯
联系我们
13962613699
关于我们
产品中心
客户案例
技术资料
新闻资讯
联系我们
您所在的位置:
首页
>
技术资料
技术资料
技术资料
影响镀锌层三价铬彩色钝化膜外观的因素
国内三价铬彩色钝化技术在配方、工艺、钝化液维护等方面已取得了相当的成果,三价铬钝化膜外观已接近六价铬低铬膜,而且耐蚀性优良。出现的问题:1.氧化剂中氟化物和促进剂中的钼酸盐、钴酸盐对色彩也有很大影响。2.配...
车身结构设计对汽车耐腐蚀性能的影响研究
在汽车车身结构设计中,通过合理的开孔、间隙的设计可以提高汽车的电泳漆膜厚度,从而提高汽车车身的耐腐蚀性能。出现的问题:1.大梁中部的腔体内有生锈的迹象。2.大梁腐蚀穿孔。出现的原因:1.车身的漆膜厚度受到到...
KS-PCS-100 碱性硅烷
KS-PCS-100 碱性硅烷一、使用范围本品是环保、节能、低消耗,覆膜后免水洗,节水减排,槽液呈碱性,优异的裸膜防锈性能,喷淋法,适应于铁钢、锌、铝及合金等材质的喷涂工艺。二、使用方法1、加清水至处理槽的八成,...
钢铁零件磷化缺陷原因分析及解决方案
钢铁零件浸入磷化液(某些酸式磷酸盐为主的溶液),在表面沉积形成一层不溶于水的结晶型磷酸盐转换膜的过程,称之为磷化。磷化膜具有微孔组织,经填充、浸油或涂漆处理后,给基体金属提供保护,在一定程度上防止金属...
机械零件磷化过程中常见的问题及解决方案
磷化电泳涂装工艺中的一个必要过程,磷化这一步骤作业的好坏直接关系到下一个工艺的实施。出现的问题:1.磷化膜结晶粗糙多孔。2.表面粘附白色粉状沉淀。3.磷化膜不均匀、发花或有斑点。4.磷化膜的耐腐蚀性差和生锈。...
氮化工艺技术的发展
氮化工艺具有处理温度低,工艺周期长的特点,经过氮化处理的零件硬化层浅,表面硬度高,主要应用于承受载荷较低的零件。出现的问题:1.由于表面存在的稳定氧化膜问题2.活化剂对零件表面均有不同程度的损伤。3.渗碳温度...
车身磷化膜发黄的原因是什么
出现的问题:1.磷化促进剂浓度低2.磷酸总酸度高3.无表调4.磷化时间短5.磷化温度低出现的原因:1.由于金属Fe暴露于空气中氧化生成Fe2O3,会出现发黄现象。2.由于磷化膜结晶速度比钢铁腐蚀的速度慢,钢板由于氧化而生锈...
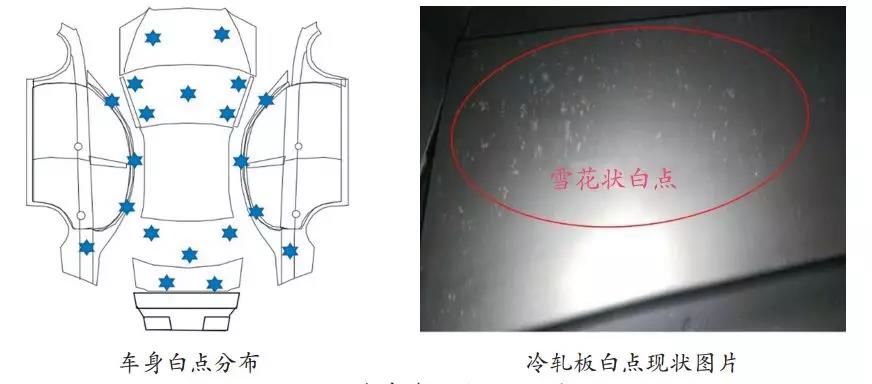
涂装前处理冷轧板磷化膜白点缺陷研究
汽车涂装是整车制造的四大工艺之一,为车身提供靓丽的外表和强的耐腐蚀性,对汽车的商品性和耐久性有重要的作用。出现的问题:1.通过对车身磷化膜白点进行统计分析,结果如图1所示,冷轧板上的磷化膜白点的形态为“雪...
首页
上一页
1 / 9
2 / 9
3 / 9
4 / 9
5 / 9
6 / 9
7 / 9
8 / 9
9 / 9
下一页
尾页
开思新材料(苏州)有限公司 地址:太仓市北京西路6号科技创业园服务楼2楼 联系人:谢经理 电话:0512-53666903 / 13962613699 邮箱:kaisixincailiao@163.com
Copyright © 开思新材料(苏州)有限公司
苏ICP备20009597号-2
 13962613699
13962613699